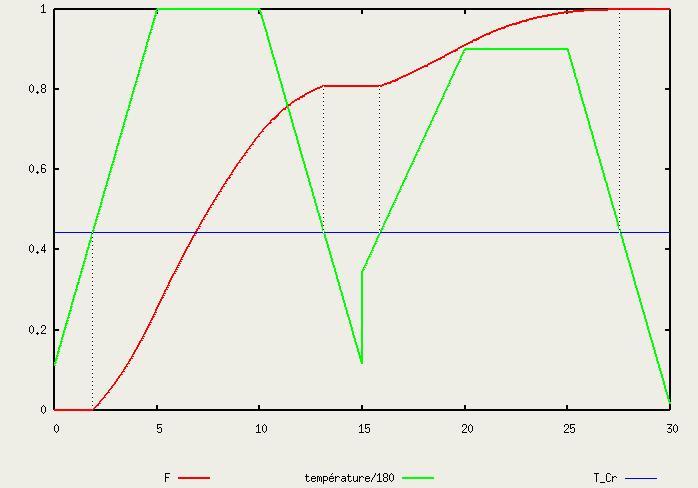
température atteinte la polymérisation reste croissante ou constante (quand la température redescend
sous la température critique) et pour finir F est constant une fois la valeur maximale (F =1.) atteinte.
|
|
| Illustration
des 4 propriétés exigées: pas de
polymérisation sous la
température critique, une fois cette température atteinte la polymérisation reste croissante ou constante (quand la température redescend sous la température critique) et pour finir F est constant une fois la valeur maximale (F =1.) atteinte. |
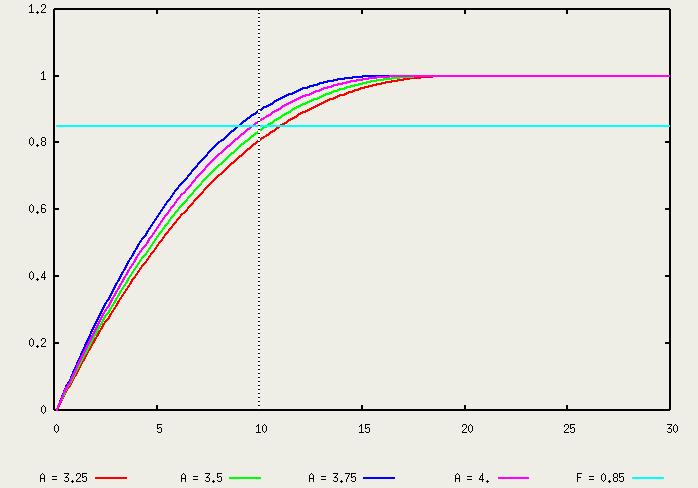 |
| Graphiques de
différentes
valeurs de F pour une variation de la constante de réaction pour
une température fixé à 180 C pendant 30 secondes. |
| X (GPa) |
Y (Gpa) |
|
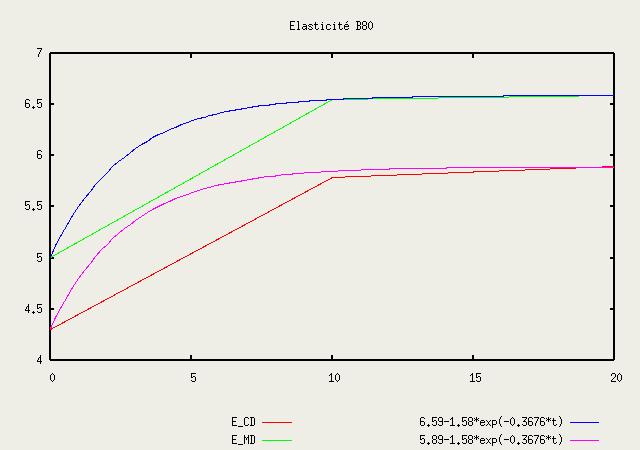
| 0 sec |
4.299 |
5.010 |
| 10 sec |
5.788 |
6.550 |
| 20 sec |
5.892 |
6.589 |
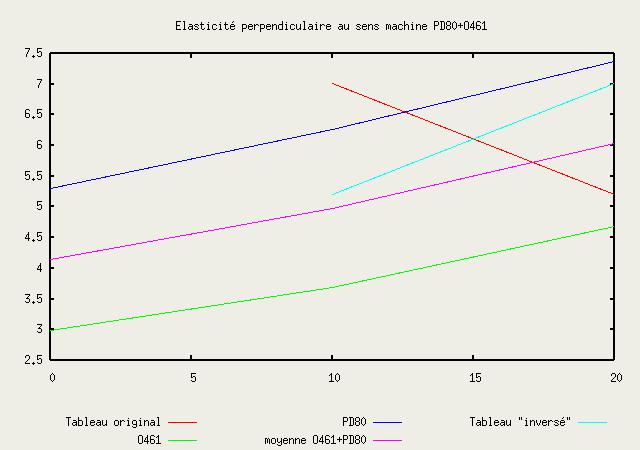
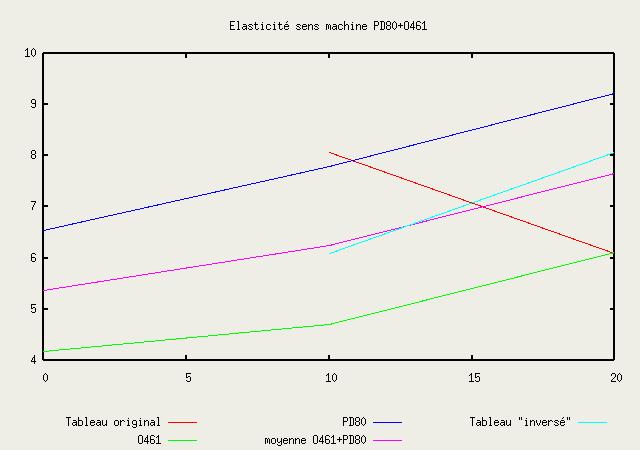
| PD80 (GPa) |
O461 (GPa) |
PD80+O461 (GPa) |
PD80+O461
Inversé |
Moyenne des
modules |
||||||
| X |
Y |
X |
Y |
X |
Y |
X |
Y |
X |
Y |
|
| 0 sec |
5.296 |
6.535 |
2.982 |
4.182 |
N/A |
N/A |
N/A |
N/A |
4.139 |
5.35585 |
| 10 sec |
6.257 |
7.790 |
3.687 |
4.696 |
7.006 |
8.075 |
5.208 |
6.088 |
4.972 |
6.243 |
| 20 sec |
7.374 |
9.219 |
4.687 |
6.105 |
5.208 |
6.088 |
7.006 |
8.075 |
6.0305 |
7.662 |
| PD80 + O461 | B80 | |||
| temps | 10 sec | 20 sec | 10 sec | 20 sec |
| MD | 0.71% (0.00866 m) | 0.99% (0.01207 m) | 0.76% (0.00927 m) | 0.84% (0.01024 m) |
| CD | 0.99% (0.00604 m) | 0.93% (0.00567 m) | 0.96% (0.00585 m) | 1.22% (0.00744 m) |
| Largeur (X) (m) |
Longueur (Y) (m) |
Epaisseur (Z) (m) |
|
| PD80+O461 |
0.609601 |
1.219202 |
0.00034 |
| MDF |
0.609601 | 1.219202 | 0.007 |
| B80 |
0.609601 | 1.219202 | 0.00034 |
| PD80+O461 |
B80 |
MDF |
|||||||
| densité:rho |
940
kg/m3
(0) |
730
kg/m3 (1) |
800 kg/m3 |
||||||
| Équation en T CT -> J/(Kg C) KT -> J/(m sec C) |
CT=1.2 CTMDF
(4) KT= KTMDF-0.008 (4) |
CT=1.2 CTMDF
(4) KT= KTMDF-0.008 (4) |
CTMDF=1000*(0.1031+0.003867(T+273.15)+0.042M)/(1+0.01M)
(2) KT = KTMDF=(rho/1000)*(0.217+0.0038M)+0.024 (3) |
||||||
| Équation
en M CM -> %-1 KM -> Kg/(m sec %) |
voir MDF --> |
voir MDF --> |
CM=0.01 [KM]x = [KM]y= 0 [KM]z = KMMDF avec
KM0 = 8.0e-10 KM1= 8.0e-11 (5) |
||||||
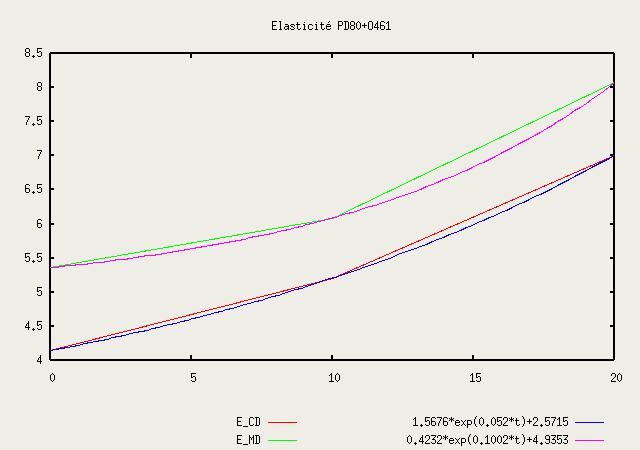
| Équation en U E -> Pa BM-> %-1 |
(6)
EX = 1e9(2.5715 + 1.5676 e 0.052 t) EY = 1e9(4.9353 + 0.4232 e 0.1002 t) Ez = 0.01 EMD (7) ßM = ßMMDF ---> |
(6)
EMD = 1e9(6.59 -1.58 e-0.3676t)ECD = EMD - 0.7e9 Ez = 0.01 EMD (7) ßM = ßMMDF ---> |
[EMDF]x =
[EMDF]y = E1 [EMDF]z
= E3 avec pour i=1 et 3
E10 = 2.2e9, E11 = 1.9e9, E30 = 6.1e7, E31 = 4.4e7 (5) [ßM]x = [ßM]y = ß1 [ßM]z = ß3 avec pour i = 1 et 3 ßi = BMi0 dM/dt >= 0 ßi = BMi1 dM/dt < 0 BM10 = 3.6e-4, BM11 = 7.7e-4, BM30 = 8.4e-3, BM31 = 9.5e-3 (5) [ßT]x = [ßT]y = [ßT]z = 0 |
| Cond.
Initiales |
Cond.
Limites 0 <= t <= 21 |
Cond.
Limites 21 < t |
|||||||
| T (C) |
T0 = 20 |
T = TPr
sur ![\[ \Gamma_h \]](images/gammah.png) et et ![\[ \Gamma_b \]](images/gammab.png) TPr
= 180 TPr
= 180 |
qT = hT(T-Ta)
sur , et sur la
rive Ta = 20, hT = -5. (8) |
||||||
| M (%) |
M0 = 10 | qM= hM(M-Ma) sur la rive Ma = 10 | qM= hM(M-Ma)
sur , et sur la
rive Ma = 10 hM = -3.2e-5 (5) |
||||||
| U (m) |
U0 = (0,0,0) s0 = 0 (tensoriel) | ![\[ \sigma_n = P \]](images/sigman.png) = P*n sur Uz
= 0 sur = P*n sur Uz
= 0 sur
|
Uz >= 0 sur + conditions de symétrie |
ßExp(t) = ßExp= |
 |
ßX | 0 |
0 |
 |
| 0 |
ßY | 0 |
|||
| 0 |
0 |
0 |
| PD80+O461 | B80 |
|
| ßX | -0.0099039105 |
-0.0122016 |
| ßY | -0.009896541 |
-0.0083961 |
| PD80+O461 | B80 | |
| CD | 0.93% |
1.22% |
| MD | 0.99% | 0.84% |
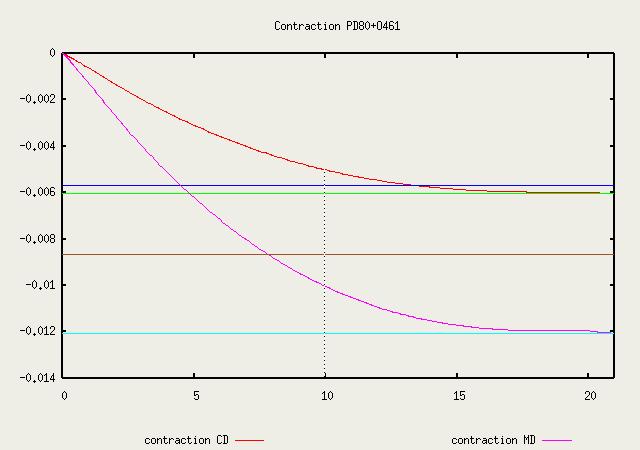 |
| contraction dans les direction MD (déplacement UY) et CD (déplacement UX) pour le papier finition |
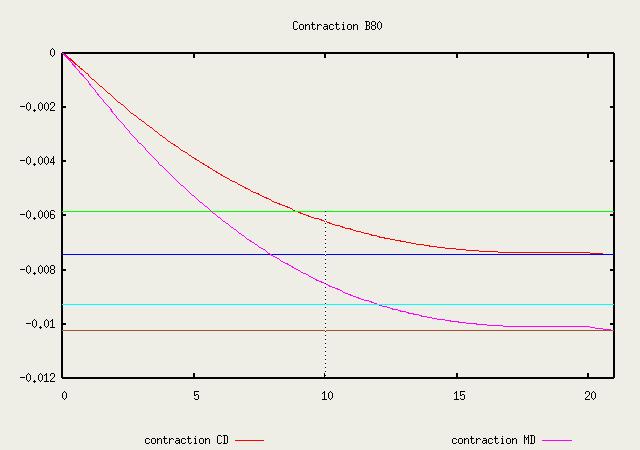 |
| contraction dans les direction MD (déplacement UY) et CD (déplacement UX) pour le papier contre-balancement B80. |